发布时间:2020.07.29 点击数:
78233
随着经济的发展以及汽车品牌与数量的增加,消费者的购车要求从满足行驶搭载基本功用发展到了外观舒适耀眼的更高要求。因此,涂装外观质量的提升成为汽车生产者关注的重要课题。车身涂装的实现方式有手动喷涂和自动喷涂,其中,自动喷涂机器人具有柔性大、喷涂质量及材料使用率高、控制灵活等优点[1]。国内外汽车车身涂装线普遍采用自动喷涂机器人工艺实现车身喷涂。汽车涂装行业使用的机器人品牌有多种,本文论述的是FANUC品牌喷涂机器人仿形优化应用,通过优化机器人喷涂仿形解决涂装缺陷问题,提升涂装外观质量。
1 机器人喷涂可调整参数说明
1.1 现场控制台设置的参数
FANUC品牌机器人喷涂系统包含多个配套软件。其中,在Paintworks3(PW3)喷涂软件的主界面(GUI)设有Process(过程参数)功能模块,可以设置机器人旋杯转速、成型空气、喷涂流体参数(流量)的预设值、喷涂电压E-stat预设值(静电压)等参数。旋杯转速一般设置为25~50 kr/min,成型空气流量一般设置为250~450 L/min。一般情况下,这些经验参数不会被调整,但在解决某些问题(如调整旋杯喷幅、调整油漆雾化效果等)时可以考虑调整。不同机器人,不同喷涂区域,流量设置是不一样的,需要根据车身外形结构变化设定流量值,比如门把手、门框、内外表面交接处等区域流量设置要小点。一般会把现有车型的流量使用到新车型中,然后在新车型的不断调试中,调整流量至符合该新车型的喷涂。
1.2 离线仿形设置的参数
仿形设置的参数有枪速、枪距、喷幅或重叠率或折距、喷涂角度等,这些参数在进行仿形轨迹设计时就要输入了。一般枪速为600~900 mm/s,枪距设为250~400 mm,折距选择175 mm,喷涂角度为垂直喷涂面。
重叠率=(喷幅-折距)/喷幅。
一个机器人的喷涂周期时间包括实际喷涂时间(出漆喷涂时间)、空枪时间(机器人回家、准备喷涂、不出漆移动的时间)、换色时间。机器人喷涂时间按下式计算:
T=3 600/M,
式中:T为喷涂周期时间;M—每小时工作量(JPH)。
T=P+K+H
式中:P为实际喷涂时间;K为走空枪时间;H为机器人换色时间。
枪速要结合生产节拍、链速、机器人数量等综合考虑。如某生产线节拍为34 JPH,链速为69 mm/s,机器人换色耗时27 s,那么机器人完成喷涂所有移动的时间是79 s,即机器人喷完一台车的时间不能超过79 s。在已知上述信息的情况下,选定车型,进行仿形模拟试喷,可以得出合适的喷涂枪速。
2 机器人分工及仿形调试
2.1 机器人分工
进行最初的仿形设计时要确定每个机器人喷涂哪些区域,即确定机器人分工。
某条产线中涂、色漆、清漆外部喷涂均使用机器人自动喷涂。其中,中涂设有10台机器人,色漆设有8台机器人,清漆也设有8台机器人。根据工艺要求,中涂只需喷一道漆,10台机器人会被分配好喷涂区域,共同完成一台车身的喷涂。而色漆和清漆需要进行两道喷涂,那么8台机器人中前4台就要完成一台车身的第一道漆喷涂,后4台完成第二道漆的喷涂。
2.2 仿形编程介绍
离线仿形编程软件的应用可以提升仿形优化解决涂层外观缺陷的效率。
FANUC品牌机器人喷涂系统包含PaintPRO软件,使用该软件可以进行离线编程。编程软件界面包含工作单元浏览器、虚拟示教板、虚拟喷房、虚拟汽车等内容。
编程程序包括主程序(Job)和工艺程序(Program)。主程序是指在机器人控制器里为每个手臂创建工作,工作程序定义了各个喷漆区域的喷涂顺序和预定义位置, 一个Job程序定义了一个机器人要完成的所有动作及动作的先后顺序。工艺程序是指确定用哪个机器人来喷涂车身的哪个部位,创建喷漆图形,用图形生成机器人TP程序。一台车身的喷涂包含了若干个工艺程序。
2.3 仿形调试流程
2.3.1 离线仿形初始设计(理论设计)
设计内容包括选择轨迹模型,设计喷幅、重叠率、折距,设计喷涂枪距、枪速、角度,设计开关枪点等。每个项的设计都要考虑现场工艺需求。轨迹模型有Triangle型、W型、Square型等。枪速根据生产节拍、生产线链速、机器人数量和若干次仿形模拟结果确定(枪速选定如上文所述)。新车型的仿形设计一般参考已有车型的仿形进行设计。
2.3.2 现场仿形示教
进行现场轨迹对点调试,根据结果调整离线仿形使其符合实际需要。仿真运行程序无误,保存所有调试完毕的子程序和母程序并导入现场控制器,运行无漆Ghost,确认每个机器人动作正常,过程无报警。
2.3.3 参数设置
设置现场喷涂参数,运行有漆Ghost,确认每个机器人正常喷漆。
2.3.4 在线喷车验证
进行实车喷涂调试,确认机器人与车身无干涉,根据出车结果优化喷涂参数及仿形程序。
3 优化仿形解决漆膜缺陷简述
3.1 缺陷及原因
面漆缺陷有很多种,包括色差、漆薄、橘皮、缩孔、针孔、痱子、流挂、滴漆、失光、斑马条纹、颗粒、丝状纤维、湿印、溅溶剂、气泡、发花、划伤等。其中,静电旋杯喷涂常见的缺陷有失光、橘皮、针孔、斑马纹等[2]。影响外观质量的因素很多,主要因素有:涂料本身的质量、施工基层状况、涂装工艺、施工操作、施工环境等[3]。下面结合机器人喷涂仿形设计,举例说明部分缺陷产生的原因。
1)橘皮:喷涂枪距过大,漆雾中溶剂挥发增多,漆膜流平性差;枪速过快,一次喷涂膜厚过薄,漆膜流平性差;旋杯转速过低,雾化不良,漆膜粗糙等。
2)流挂:流量设置过大,一次喷涂膜厚太厚;喷涂枪距过小,漆膜太厚;枪速太低,一次喷涂膜厚太厚等。
3)局部漆薄:枪距过大、仿形轨迹局部布置不到位、流量点流量值设置过低等。
4)斑马条纹(明暗条纹):仿形轨迹的重叠率设计不合适,喷涂折距过大;仿形轨迹选型不当等。
3.2 仿形优化举例
虽然通过仿形优化并不能解决所有涂装漆膜缺陷,但还是有许多缺陷可以通过调整仿形编程以及调整机器人喷涂参数解决。以下简述如何优化仿形解决几种常见缺陷。
1)橘皮:调整枪距枪速、调整仿形轨迹、增加轨迹、增加喷涂流量等。
2)局部流挂:流挂处仿形关枪处理、增大枪距、调整仿形轨迹、调整流量点流量值等。
3)局部漆薄:喷涂不合适处减小枪距、增加轨迹、调整仿形轨迹分布、调整流量点流量值等。
4)明暗条纹:调整仿形轨迹的重叠率,调整喷涂折距,选用合适的仿形轨迹等。
4 优化仿形实际案例分析
优化仿形可以解决上述多种漆膜缺陷,其中橘皮、流挂、漆薄、痱子、色差等缺陷的产生都与膜厚控制不当有关。膜厚是涂装的关键控制对象,且控制膜厚的均一性对外观质量也有影响。上述机器人各项喷涂参数在进行仿形调试后已调整稳定的情况下,若出现喷涂缺陷,一般通过调整流量和优化仿形解决问题。或者要求进行质量提升时,可以考虑从优化喷涂仿形方面进行。下文将论证说明通过优化仿形的系列措施解决多项涂层缺陷来提升外观质量。
4.1 优化仿形提升膜厚
一般出现整车膜厚偏低的情况时,为提升大面膜厚,首先会选择增加流量。但是,单纯增加喷涂流量极易导致流挂缺陷。优化现有喷涂仿形,将喷涂折距由175 mm调整为150 mm,喷涂重叠率由30%左右提高为50%左右,可以使膜厚平均提升10 μm,并且改进了膜厚均一性。该措施的实施效果见表1。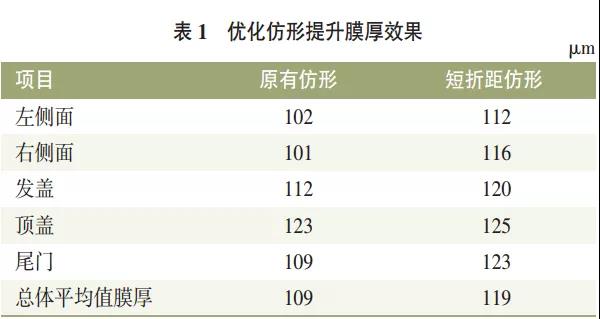
以上措施改善了大面膜厚,但发盖两侧边缘膜厚还是偏薄。于是继续进行仿形优化,将发盖水平面左右靠边处三角形仿形轨迹缩短,在侧面单独增加一道喷涂轨迹并改用侧面机器人进行喷涂。仿形轨迹调整后,膜厚提升12 μm左右,结果见表2。
4.2 解决痱子及流挂缺陷
一般喷涂过厚会引发痱子和流挂缺陷。如尾门下边缘出现痱子缺陷,缺陷发生区域很小时,仅考虑优化局部仿形解决问题。适当增大痱子发生部位仿形的枪距,就可以消除缺陷。
侧门区域大面膜厚控制不当,喷涂过厚容易出现门把手处中涂和清漆层流挂的问题。首先考虑对流挂处机器人进行关枪处理,可以解决流挂缺陷,但门把手下方区域受关枪影响膜厚会变薄,外观变差。于是,继续进行仿形优化,调整中涂和清漆门把手处的仿形轨迹,使走枪绕开门把手进行喷涂,最终可以消除因关枪导致的漆薄问题,也不会出现流挂缺陷。仿形轨迹调整如下图1~2所示,门把手附近区域16测点平均值结果见表3。
4.3 仿形选型对外观的影响
不同仿形模型对外观是有影响的,对膜厚的控制也有差别。
如仿形选用模型不当,喷涂亮度较高的红色漆时容易出现明暗条纹的缺陷。喷涂仿形选用三角型轨迹情况下,通过优化机器人折距和喷涂速度,改进喷涂重叠率,可以弱化明暗条纹,但目视还是感觉缺陷未能完全消除。由于三角型模式喷涂是垂直方向走枪,喷涂出的条纹缺陷在竖直方向,人眼目视会较敏感。改用矩形仿形,水平走枪的方式喷涂,可以大大改善目视外观。
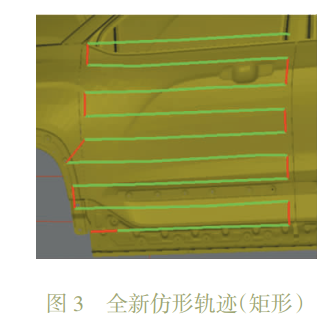
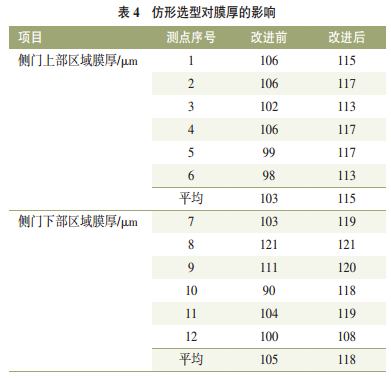
如考虑到顾客目视主要关注区是车门把手水平线上下区域,为了提升关注区的外观质量,考虑提升该区域的膜厚。三角型仿形上下区域是同一个流量点,无法通过设置流量点单独控制上部区域。矩形仿形上下区域可以设置不同的流量点,通过设置不同的流量,可以实现上部区域膜厚的提升。矩形仿形轨迹如图3所示,改进前使用三角型仿形,改进后使用矩形仿形,应用结果如表4所列。以上论述说明了优化仿形各项可调参数或轨迹以及优化仿形模型可以解决多项涂装缺陷,从而提升整车外观质量。
5 结语
合理的仿形设计使得机器人自动喷涂技术得到了充分发挥,漆膜质量得到保障。在外观提升工作中,可以充分利用仿形优化,以最小的变动、最小的成本解决漆膜缺陷问题。仿形设计工作不是一步到位的,需要在生产调试过程中不断调整。由于缺陷的种类太多,仿形可调整的内容也多,需要做更多研究及总结才能更好地通过优化机器人喷涂仿形实现外观质量提升的目标。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。